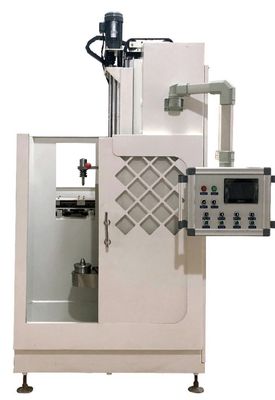
120KW Light Touch Screen Induction Heat Treatment Machine Soft Switch 5-20KHZ
![]()
INDUCTION HEATING
Induction starts with a coil of conductive material (for example, copper). As current flows through the coil, a magnetic field in and around the coil is produced. The ability of the magnetic field to do work depends on the coil design as well as the amount of current flowing through the coil.
The direction of the magnetic field depends on the direction of current flow, so an alternating current through the coil will result in a magnetic field changing in direction at the same rate as the frequency of the alternating current. 60Hz AC current will cause the magnetic field to switch directions 60 times a second. 400kHz AC current will cause the magnetic field to switch 400,000 times a second.
When a conductive material, a work piece, is placed in a changing magnetic field (for example, a field generated with AC), voltage will be induced in the work piece (Faraday’s Law). The induced voltage will result in the flow of electrons: current! The current flowing through the work piece will go in the opposite direction as the current in the coil. This means that we can control the frequency of the current in the work piece by controlling the frequency of the current in the coil.
As current flows through a medium, there will be some resistance to the movement of the electrons. This resistance shows up as heat (The Joule Heating Effect). Materials that are more resistant to the flow of electrons will give off more heat as current flows through them, but it is certainly possible to heat highly conductive materials (for example, copper) using an induced current. This phenomenon is critical for inductive heating.
![]()
THE TECHNICAL PARAMETERS OF THE INDUCTION HEATING MACHINE:
| Model | GYTS-120AB (Three phase) |
| Work power | 340V-430V |
| Maximum input current | 150A |
| Output power | 120KW |
| Fluctuating frequency | 5-20KHZ |
| Output current | 400-4000A |
| The flow rate of cooling water | 0.08-0.16Mpa 12L/Min |
| Water temperature protection point | 50C |
| Product size | main : 770*550*1510MM |
| transformer : 950*420*770MM | |
| Net weight | main : 145kg |
| transformer : 108kg |
![]()
THE WORKING PRINCIPLE:
Induction heated products are not relying on convection and radiation for the delivery of heat to the product surface. Instead, heat is generated in the surface of the product by the flow of current. The heat from the product surface is then transferred through the product with thermal conduction. The depth to which heat is generated directly using the induced current depends on something called the electrical reference depth.
The electrical reference depth depends greatly on the frequency of the alternating current flowing through the work piece. Higher frequency current will result in a shallower electrical reference depth and a lower frequency current will result in a deeper electrical reference depth. This depth also depends on the electrical and magnetic properties of the work piece.
![]()
APPLICATIONS OF INDUCTION HEATING MACHINE:
1. Heating (hot forging, hot fitting and smelting)
Hot forging aims to fabricate the work pieces of certain temperature (different materials require different temperatures) into other shapes through forging press with the help of punch press, forging machine or other equipments, for instances, hot extrusion of watch case, watch flan, handle, mold accessory, kitchen and table ware, art ware, standard part, fastener, fabricated mechanical part, bronze lock, rivet, steel pin and pin.
Hot fitting refers to the connection of different metals or metals with nonmetals through the heating based on the principle of hot expansion or hot smelting, for instances, embedded welding of copper core of computer radiator with aluminum sheet and speaker web, compound of steel and plastic tube, sealing of aluminum foil (tooth paste peel), motor rotor and sealing of tubular electric heating element.
Smelting mainly aims to melt the metal into liquid by using the high temperature, which is mainly applicable to the smelting of iron, steel, copper, aluminum, zinc as well as various noble metals.
2. Heat Treatment (surface quench)
Quench for various hardware and tools, such as plier, wrench, hammer, ax, screwing tools and shear (orchard shear).
Quench for various automobile and motorcycle fittings, such as crankshaft, connecting rod, piston pin, chain wheel, aluminum wheel, valve, rock arm shaft, semi drive shaft, small shaft and fork.Various electric tools, such as gear and axes.
Quench for machine tools, such as lathe deck and guide rail.
Quench for various hardware metal parts and machined parts, such as shaft, gear (chain wheel), cam, chuck and clamp etc.
Quench for hardware molds, such as small-size mold, mold accessory and inner hole of mold.
3. Welding (braze welding, silver soldering and brazing)
Welding of various hardware cutting tools, such as diamond tool, abrasive tool, drilling tool, alloy saw blade, hard alloy cutter, milling cutter, reamer, planning tool and solid center bit.
Welding of various hardware mechanical gadget: Silver soldering and brazing of metals of the same variety or different varieties, such as hardware toilet and kitchen products, refrigerating copper fitting, lamp decoration fitting, precision mold fitting, hardware handle, eggbeater, alloy steel and steel, steel and copper as well as copper and copper.
Compound pot bottom welding is mainly applicable to the braze welding of circular, square as well as other irregular plain pot bottom. It is also applicable to plain braze welding of other metals.
Welding of heating disc of electric hot-water kettle mainly refers to the braze welding of stainless steel flat base, aluminum sheet and tubular electric heating elements of various forms.
4. Annealing (tempering and modulation)
Annealing of various stainless steel products, such as stainless steel basin, annealed and extruded can, annealed folded edge, annealed sink, stainless steel tube, tableware and cup.
Annealing of various other metal work pieces, such as golf ball head, cue, brass lock, hardware copper fitting, kitchen knife handle, blade, aluminum pan, aluminum pail, aluminum radiator and various aluminum products.
![]()
![]()
GY has developed unmatched skill and facilities in the field of induction heating in CHINA. GY maintains a dynamic, integrated, solutions-driven team equipped with the tools essential for rapidly delivering innovative products, services, and engineered solutions.
We are a world-leading manufacturer and pioneer in the development of advanced induction and controlled atmosphere heating equipment. Offering general-purpose to full-turnkey induction systems for almost every industry sector, we provide our customers with quality products, industry expertise, process engineering, induction equipment, inductor and induction tooling design and development, and 24/7 service and support in one location.
Located in Dongguan China, we maintain a philosophy of thinking locally and acting globally. As part of the Inductotherm Group, GY customers have unique access to a strong global network of manufacturing and service facilities, along with a full range of engineering, installation and repair services.